Cetie Glossary: Packaging terminology
Explore our comprehensive glossary covering a wide range of terms related to PET and glass packaging for bottling. Whether you're seeking clarification on technical terminology or looking to deepen your understanding of industry-specific jargon, our glossary provides clear definitions to support your needs.
Simply select a letter from the alphabet above to browse terms alphabetically. If you have any questions or can't find what you're looking for, feel free to reach out to us at contact@cetie.org.
a
Definition:
The value of the pressure relative to an absolute vacuum. This is of little use for the applications considered in the document.
It is noted with (abs) after the unit. For example: atmospheric pressure = ~ 1 bar (abs).
Synonym(s):
Total pressure, Overall pressure, True pressure.
Definition:
In the context of a pump for a perfume flacon, an "accumulator" generally refers to a component within the pump mechanism that helps store and control the pressure or force needed for the pump to dispense the perfume. The accumulator in a pump for perfume serves as a reservoir for the liquid product (perfume) and helps maintain a consistent pressure or force within the pump system. This pressure or force is necessary to push the perfume out of the bottle when the pump is activated.
Synonym(s):
Motor, Cartridge, or Body
Illustration:

Related term(s):
Additional information:
See §4.2, Figure 22, page 23 from GUIDE N°12 - RECOMMENDATION FOR FLACONNAGE CRIMPING.
4 - Accumulator
Definition:
Synonym(s):
Spray head
Illustration:
Related term(s):
Additional information:
See §4.2, Figure 22, page 23 from Guide n°12 - Recommendation for flaconnage crimping
8 - Actuator
Definition:
The American Institute of Baking (AIB) is committed to protecting the safety of the food supply chain and delivering high value technical and educational programs. The AIB Consolidated Standards for Food Contact Packaging Manufacturing Facilities were published as a tool to allow these facilities to evaluate the product safety risks within their operations and to determine their level of compliance with the criteria in the Standards.
Definition:
The power of 0,8 has been chosen to stick with the statements made in glass containers: for a same lightening degree and same shape complexity, the simple P/C ratio increases when the capacity rises. So, the 0,8 power compensates it, to have the same ? for all containers of the same lightening degree, independently of their capacity.
Definition:
The device used for measuring the overpressure in wine bottles is called an aphrometer. The design varies depending on the type of bottle closure (metal cap, crown cap, cork, or plastic).
See for example the OIV (International Organisation of Vine and Wine): Method OIV-MA-AS314-02_Aphrometer.
Illustration of an Aphrometer for capsules: source OIV.
Illustration:

Definition:
The degree of rotation of the cap relative to the neck finish that is required to ensure the intended seal performance of the applied closure. It is quantified as the angle formed between given reference points on the circumferences of the applied cap and of the finish, around the axis of the applied closure.
Synonym(s):
APA
Illustration:

Related term(s):
Index mark PET finish Positive index mark Threaded plastic closure
Definition:
The rotational force with which a closure is applied to a bottle finish during capping. It affects seal integrity and tightness between bottle and closure. Properly established application torque will provide sealing integrity under expected conditions or temperatures, humidity and shock.
Definition:
An ASTM standard refers to a technical specification, guideline, or protocol developed and published by ASTM International (formerly known as the American Society for Testing and Materials). ASTM International is an organization that develops and publishes voluntary consensus standards for a wide range of materials, products, systems, and services. These standards are meant to establish consistent practices and specifications for various industries and sectors. ASTM standards cover a diverse array of topics, including materials, products, testing methods, dimensions, classifications, terminology, and more. They play a crucial role in ensuring product quality, safety, and interoperability across industries and regions. Organizations, manufacturers, regulatory bodies, and researchers often refer to ASTM standards to ensure that their products, processes, and materials meet recognized industry benchmarks. ASTM standards are typically developed through a consensus-based process involving experts from industry, academia, government, and other relevant stakeholders. This process ensures that the standards reflect the collective knowledge and expertise of the relevant community. Once a standard is developed and approved, it is published and made available for reference and use by those who require guidance on specific technical matters.
Synonym(s):
American Society for Testing and Materials, ASTM International
b
Definition:
A baffle mark is an imperfection or line that appears on the surface of a glass container, typically at the bottom or the side. This mark is created by the contact between the molten glass and the baffle plate during the initial stages of the container's formation in the mould.
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
18 - Baffle mark
Definition:
A bar top stopper is a closure designed for bottles, consisting of a top part that provides an easy grip for opening and closing, and a cork part (either natural or synthetic) that fits snugly into the bottle neck to create a seal.
Illustration:

Related term(s):
Definition:
The very bottom of the bottle. Sometimes marked with recycle codes, manufacturer or other information.
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
The external diameter of the bead or support ring located just below the sealing surface of the finish. This diameter serves as a retention and anchoring point for certain types of closures, particularly crown caps, and may also function as a transfer or handling feature during the manufacturing or filling process.
Synonym(s):
Key 'B'
Related term(s):
Bead diameter (when tapered) Concealed bead finish Crimp diameter Diameter just above transfer bead Liner retaining bead Locking bead Locking bead diameter (ROPP) Neck (under bead) diameter Protection bead Support bead Transfer bead Vertical drop between upper and lower beads Vertical height from top of finish to bead Verticality tolerance
Synonym(s):
Key 'B1', Bead Ø (when tapered)
Related term(s):
Synonym(s):
Key 'W'
Related term(s):
Bead diameter Bead diameter (when tapered) Concealed bead finish Diameter just above transfer bead Liner retaining bead Locking bead Locking bead diameter (ROPP) Neck (under bead) diameter Protection bead Support bead Transfer bead Vertical drop between upper and lower beads Vertical height from top of finish to bead
Definition:
Illustration:
Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
A thread of glass on the inside of the container extending between two points of the body or neck.
Synonym(s):
Aerial, monkey swing
Illustration:

Definition:
A seam or line on the surface of a glass container formed during the initial shaping process using blank molds. It is usually more prominent initially and is often minimized or removed in subsequent finishing stages.
Illustration:
Related term(s):
Baffle mark Base Insweep Knurl Mould seam Mouth-based parallelism
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
16 - Blank mold seam
Definition:
The bore of a glass container refers to the internal diameter of the opening or mouth of the container.
Synonym(s):
Throat
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
The bore diameter of a glass container refers to the internal diameter of the opening or mouth of the container. Its measurement is crucial for ensuring compatibility with the capping operation.
Illustration:
Related term(s):
Definition:
In 1998 the British Retail Consortium (BRC) in UK developed and introduced the BRC Food Technical Standard intended for the evaluation of manufacturers of retailers own brand food products. Work on the BRC Global Standard began in 1996. The standard was created to establish a standard for the supply of food products and to be used as key piece of evidence by UK retailers and brand owners to demonstrate their “due diligence” in the face of potential prosecution by the enforcement authorities. It has been extensively revised to reflect the revised EU legislation and continuous best practice requirements.
Definition:
The maximum value recorded when the bridges break.
Illustration:

Related term(s):
Definition:
Source:
Guide No. 7 - Metallic screw capping with threaded plastic or aluminium insert for still wines
Illustration:
Related term(s):
Additional information:
See §5.1, Figure 3, page 14 from Guide n°7 - Metallic screw capping with a threaded plastic or aluminum insert for still wines
Definition:
Volume of liquid that a bottle in fact contains when filled exactly under the conditions corresponding theoretically to the nominal capacity.
Definition:
Bottle neck finish designed to take a BVP type closure having a tamper-evident feature which separates on first opening. The finish is capped with a closure that might or might not have an extended (long) skirt to cover part of the neck of the bottle. The finish, with the appropriate bore control, might also be fitted with an in-bore insert to control the pour or refill ability. This also includes the BVS finish.
Illustration:

Related term(s):
BVS finish Concealed bead finish Cork mouth finish Crown finish Glass finish Jigger finish MCA Pourer & snap fitment finish Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Swing stopper finish Tamper-evident finish Top & Side seal finish Twist crown finish Vacuum lug finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Definition:
BVS (Bague à Vis Sécurisée) type glass finishes on still wine bottles. The term "Bague à Vis Sécurisée" translates to "Secure Screw Cap" in English. These caps are intended to be applied to glass bottles with BVS finishes, which are a particular type of finish standardized by EN 16293 for still wine bottles.
Illustration:

c
Definition:
Point “X” is the contact point of the closure lug and the glass thread helix during the opening process. (VLF 53, 58, 63, 66 and 70 mm sizes only) This point is given as a minimum dimension between the sealing surface and the upper flank of the lower portion of the thread. This point is important as it initiates the opening process by lifting the closure and releasing the vacuum.
Related term(s):
Definition:
Can be used synonymously with closure.
Definition:
Alternative for closure shell mainly used for sport caps.
Synonym(s):
Closure shell
Definition:
Combination of an aluminum shell and a sealing component (liner), providing a closure system when formed onto a glass screw neck finish.
Definition:
The carbonation level of a wine refers to the amount of dissolved carbon dioxide (CO2) gas present in the wine. Carbonation creates the characteristic bubbles or effervescence in sparkling wines, and it can vary based on the winemaking method, style of wine, and intended level of fizziness. The carbonation level is typically measured in atmospheres of pressure (atm) or bars.
Related term(s):
Cava Closed tank method Granvas Sekt Sparkling wine Spumante
Definition:
Related term(s):
Definition:
A container from which a small section is either broken or missing on the finish.
Illustration:

Definition:
Illustration:

Definition:
"Chrome Oxide Coated Steel" refers to a type of steel material that has been coated or treated with a layer of chromium oxide. This coating provides several beneficial properties that make it suitable for various applications, including metallic caps dedicated to bottles and jars, such as Twist-off Caps, and Crown Caps.
Synonym(s):
Electrolytically chrome, Tin Free Steel (TFS),
Abbr.: ECCS
Related term(s):
Definition:
Production method for sparkling wine in which secondary fermentation is made in a closed vessel constructed to withstand the pressure of carbon dioxide generated. The wine is then bottled directly at low temperature.
Synonym(s):
Charmat method
Related term(s):
Definition:
A cap designed with a flat top and an inner thread or snap-on features to be screwed on or snapped on a bottle or a container in order to seal it. The cap can be one or multiple components. The terms “cap” and “closure” are used as synonymous.
Synonym(s):
Cap
Related term(s):
Cap Cap body Cap shell Flat-top screw cap Flip-top sport cap Push pull sport cap
Definition:
The main part of the 'closure top' is made of plastic comprising:
- Thread or snap-on features to engage with a counter feature at the bottle finish
- Seal elements can be separated (2-piece) or moulded in one part (1- piece)
- Bridges connect closure with TE band
Definition:
Source:
Guide No. 7 - Metallic screw capping with threaded plastic or aluminium insert for still wines
Illustration:
Related term(s):
Additional information:
See §5.1, Figure 3, page 14 from Guide n°7 - Metallic screw capping with a threaded plastic or aluminum insert for still wines
Definition:
Cold-end coating is a surface treatment applied to glass containers at the exit of the annealing lehr. This process involves the application of a lubrication layer, which can include compounds such as organic waxes (e.g., ester waxes), polyethylene emulsions, polyethylene glycols, and their fatty acid esters or mixtures of fatty acids (e.g., oleic acid). Cold-end coating reduces friction and improves abrasion resistance, preserving glass strength and enhancing handling throughout manufacturing and filling. The materials used must comply with health regulations in the countries where the containers are filled and distributed.
Related term(s):
Definition:
Continuous thread finish taking a screw cap with a long skirt which conceals the transfer bead for aesthetic reasons.
Illustration:

Related term(s):
BVP finish BVS finish Cork mouth finish Crown finish Glass finish Jigger finish MCA Pourer & snap fitment finish Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Swing stopper finish Tamper-evident finish Twist crown finish Vacuum lug finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Definition:
Neck finish with a continuous screw thread. Child-resistant closures may be available for these finishes.
Related term(s):
Synonym(s):
Key 'Y'
Related term(s):
Synonym(s):
Key 'C1 C2'
Synonym(s):
Key 'C', Controlled bore entry Ø
Related term(s):
Bead diameter Bead diameter (when tapered) Crimp diameter Verticality tolerance
Definition:
Bottle neck finish designed to be closed with a cork or glass stopper. May include Carnette finish.
Synonym(s):
Cork finish
Illustration:

Related term(s):
BVP finish BVS finish Concealed bead finish Crown finish Glass finish Jigger finish Pourer & snap fitment finish Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Swing stopper finish Tamper-evident finish Twist crown finish Vacuum lug finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Definition:
This is the most common term for a device used to extract cork stoppers from wine bottles. It typically consists of a spiral metal rod with a handle that you twist into the cork, allowing you to pull it out.
Synonym(s):
Wine opener, Cork puller, Cork extractor
Related term(s):
Definition:
The external diameter of the finish measured at the anchoring or crimping area where a closure (typically a metal cap, such as a crown or roll-on cap) is mechanically deformed or crimped around the neck of the container to ensure sealing and retention.
Synonym(s):
Key 'A', Crimp Ø
Related term(s):
Synonym(s):
Key 'D'
Synonym(s):
Key 'F'
Definition:
The crimping head allows to align, clamp and secure of the pump ferrule on the flacon neck finish.
Illustration:

Related term(s):
Additional information:
See Figure 1 from ?GUIDE NO.12 - RECOMMENDATION FOR FLACONNAGE CRIMPING
Definition:
Defines the type of application (as opposed to a crimped pump); the crimpless application can work either with a Snap-on pump (without a sealing ring) or with a Snap-in pump.
Related term(s):
Definition:
A surface fracture running down from the sealing surface that could cause breakage or loose glass.
Illustration:

Definition:
A crown cap is a type of closure commonly used for sealing glass bottles, particularly those containing carbonated beverages. It features a flat top with a crimped, skirt-like edge that fits over the bottle's mouth and is crimped onto the bottle's finish to create a secure, airtight seal. Crown caps are usually made of metal, often lined with a liner to ensure a tight seal and prevent the contents from contacting the metal directly.
Source:
Illustration:

Related term(s):
Cap shell Crown finish Crowning Hand-held crown bottle opener Pry-off crown
Definition:
Bottle neck finish designed to be closed by crimping a metallic crown cap onto it.
Illustration:

Related term(s):
BVP finish BVS finish Cap shell Concealed bead finish Cork mouth finish Crown capsule Glass finish Jigger finish MCA Pourer & snap fitment finish Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Swing stopper finish Tamper-evident finish Top & Side seal finish Twist crown finish Vacuum lug finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Definition:
Application of a crown cap on the neck finish of a container.
Related term(s):
Definition:
Units of Coating Thickness (CTUs) refer to a standardised measurement system used to quantify the thickness of a coating applied to a surface.
This measurement is expressed in specific units that are designed to provide a consistent and uniform way to describe the thickness of coatings, regardless of the material or application.
CTUs help ensure accurate and comparable assessments of coating thickness across various industries and processes
Synonym(s):
Coating Thickness Unit
Related term(s):
d
Definition:
«Depressed threads» are used on continuous thread finishes to reduce the thread depth at and adjacent to the mould parting line.
It is used to reduce the risk of any prominent seam line or offset mould joint scraping the internal lacquer from the inside of pre-formed metal closures or from paring internal material from a plastic closure.
Source:
Illustration:

Definition:
The design headspace is the nominal value of headspace used in the container's design.
For small containers, under 50ml, the working fill point capacity tolerance (refer to DT02.00 - STANDARD TOLERANCES FOR GLASS BOTTLE) needs to be taken into account, i.e. the vacuity cannot be smaller than the working tolerance
Related term(s):
Filling to a constant headspace or constant vacuity Headspace Ullage Vacuity
Definition:
Measuring device consisting of a circular graduated dial and a pointer actuated by a member that contacts with the part being measured
Illustration:

Related term(s):
Additional information:
See Figure 1 - Measurement jig with guide with dial gauge from DT15.51 ?Flaconnage - Testing procedure: Glass finish planarity measurement method.
Synonym(s):
Key "N1'', Diameter just above transfer bead (tamper-evident finishes)
Related term(s):
Bead diameter Bead diameter (when tapered) Concealed bead finish Liner retaining bead Locking bead Locking bead diameter (ROPP) Neck (under bead) diameter Protection bead Support bead Transfer bead Vertical drop between upper and lower beads Vertical height from top of finish to bead
Definition:
Measuring instrument in which the axial displacements of a plunger are obtained by a transducer and converted into an electronic signal by suitable electronic means and transmitted to a physically integrated digital display
Related term(s):
Synonym(s):
Key 'D1'
Synonym(s):
Key 'H1', Position of the dimple (for the metal cage)
Related term(s):
Bead diameter Bead diameter (when tapered) Controlled bore at specified depths Controlled bore entry diameter Crimp diameter Crimping edge vertical height (non-threaded finishes) Crimping edge, vertical height (threaded finishes) Dimple diameter Fitment clearance Lip diameter for pourer and snap fitments Vertical height from top of finish to bead Wall diameter of threaded finish
Definition:
An accessory connected to the distribution mechanism that allows the contents to be drawn up.
Illustration:
Related term(s):
Accumulator Actuator Ferrule Flacon Flaconnage Insert Nozzle head
Additional information:
See §4.2, Figure 22, page 23 from Guide n°12 - Recommendation for flaconnage crimping
7 - Dip Tube
Definition:
A device whose activation causes the distribution mechanism to operate.
Related term(s):
Definition:
Moulded seal elements as integrated part of the closure; sealing against finish orifice and outer finish top section.
Illustration:

Related term(s):
Cap Cap body Cap shell Flat-top screw cap Flip-top sport cap Screw cap
Definition:
Drain holes are openings, usually circular, rectangular, quadrate etc. in or through a particular medium, usually the TE-band. Drain holes are designed to release rinse water, steam, or aseptic treatments after the filling process.
Related term(s):
Cap Cap body Cap shell Dust cover Dust cover TE-band Flat-top screw cap Flip-top sport cap
Definition:
A form of overcap that can be flipped open or taken off to protect the drinking parts of a sport closure.
Definition:
Elements intended to provide sufficient information on first opening of the dust cover.
Related term(s):
Cap Cap body Cap shell Dust cover Flat-top screw cap Push pull sport cap Screw cap
e
Definition:
If prepackages are identified by the "e" mark, the nominal contents thereof must correspond to the range defined for the product, and the actual contents thereof must comply with defined metrological control regulations.
Synonym(s):
estimated sign, estimated quantity
Illustration:

Related term(s):
Additional information:
Directive 2007/45/ECC
https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32007L0045&from=FR
Directive 76/211/ECC
https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:31976L0211&from=FR
Definition:
Bottles were developed for the needs of the food supplement industry to avoid breakage in mailings.
Synonym(s):
Meplat bottle
Related term(s):
Related term(s):
Bore Bore diameter Choked bore - Restricted Minimum through bore diameter Through bore
Definition:
The value of the pressure obtained within a closed container for a specific product having a homogeneous temperature and at thermodynamic equilibrium between the liquid and headspace gas. Although this will be approached asymptotically over time, in practice a close approximation of the equilibrium pressure may be obtained in an accelerated way by shaking thoroughly the container (and contents) until the temperatures and pressures stabilise. Formal calculations and temperature-pressure tables or graphs generally give values of the equilibrium pressure. Pressure measurements can be made with the measurement system staying in place in the filled sealed container.
See Method Overpressure measurement of sparkling wines (Resolution Oeno 21/2003).
f
Definition:
An extra section of internal glass occurring just above the regular base. It is usually very thin and likely to break.
Definition:
The Federal Food, Drug, and Cosmetic Act (FD&C Act), often referred to simply as the FDA Act, is a significant piece of legislation in the United States that governs the regulation of food, drugs, cosmetics, and medical devices. It was enacted by the U.S. Congress and signed into law by President Franklin D. Roosevelt in 1938. The primary purpose of the FD&C Act is to protect public health and ensure the safety and efficacy of products that people consume or use.
Key provisions and responsibilities under the FD&C Act include:
-
Food Safety: The FD&C Act gives the U.S. Food and Drug Administration (FDA) the authority to oversee and regulate the safety and labeling of food products, including additives and dietary supplements. It establishes standards for food manufacturing, packaging, and labeling to prevent adulteration and misbranding.
-
Drug Regulation: The Act provides the FDA with authority to approve and regulate pharmaceutical drugs, ensuring they are safe and effective for their intended uses. It also governs drug labeling and promotion, as well as the approval process for new drugs.
-
Cosmetic Regulation: The FD&C Act includes provisions related to the safety and labeling of cosmetics to prevent the sale of harmful or misbranded products. Cosmetics are not as tightly regulated as drugs but must be safe for consumer use.
-
Medical Device Regulation: The Act establishes a framework for the regulation of medical devices, ranging from simple tools to complex machines and implants. The FDA classifies medical devices into different categories based on their level of risk, with higher-risk devices subject to more stringent requirements.
-
Adulteration and Misbranding: The FD&C Act prohibits adulteration (contamination or impurity) and misbranding (false or misleading labeling) of food, drugs, cosmetics, and medical devices. It empowers the FDA to take action against products that do not meet safety and labeling standards.
-
Enforcement: The Act provides the FDA with enforcement powers, such as product recalls, seizures, and injunctions, to address violations of its provisions.
-
New Drug Approval: The FD&C Act outlines the process by which pharmaceutical companies can seek FDA approval for new drugs, including clinical testing requirements.
-
Post-Market Surveillance: The FDA continues to monitor products even after they have been approved or introduced to the market to identify and address any safety concerns or emerging issues.
Synonym(s):
Federal Food, Drug and Cosmetic act
Definition:
A ferrule (or cup) is the aluminium component of the pump which secures the pump to the flacon after crimping. The gasket contained in the ferrule is compressed and seals the flacon
Synonym(s):
Cup
Illustration:
Related term(s):
Additional information:
See §4.2, Figure 22, page 23 from GUIDE NO.12 - RECOMMENDATION FOR FLACONNAGE CRIMPING
3- Ferrule
Definition:
Filling by removing a constant volume (headspace) from the brimful volume; this headspace can correspond to the dipped volume of the filler tube.vol
Related term(s):
Definition:
Filling up to a given level, the height of which is generally determined in relation to the brim level.
Related term(s):
Brimful capacity Filling to a constant headspace or constant vacuity
Synonym(s):
Key 'I', Minimum through bore Ø Finish & Neck
Related term(s):
Bead diameter Controlled bore at specified depths Controlled bore entry diameter Crimp diameter Crimping edge vertical height (non-threaded finishes) Crimping edge, vertical height (threaded finishes) Dimple diameter Dimple position Fitment clearance Lip diameter for pourer and snap fitments Minimum through bore diameter Vertical height from top of finish to bead Wall diameter of threaded finish
Definition:
Finite Element Analysis (FEA) is a numerical simulation technique used to analyze and predict the behavior of complex engineering and physical systems. It is widely employed in various fields, including mechanical, civil, aerospace, and structural engineering, as well as materials science and physics. FEA breaks down a complex system into smaller, simpler components or "finite elements," which are interconnected to model the overall behavior of the system.
The key steps in performing a Finite Element Analysis are as follows:
-
Modeling: The physical system or structure is divided into smaller, interconnected elements. These elements can be simple shapes like triangles or rectangles in 2D, or tetrahedrons, hexahedrons, or other shapes in 3D. The way these elements are connected defines the geometry and topology of the model.
-
Discretization: Each element is described by mathematical equations that represent its behavior under different conditions, such as stress, strain, temperature, and other relevant factors. These equations are derived from the fundamental principles of physics and engineering.
-
Assembly: The system's behavior is described by a set of equations that relate the conditions and responses of all the individual elements. These equations are combined into a large system of linear equations, which collectively describe the overall behavior of the entire system.
-
Solution: The system of equations is solved numerically using specialized algorithms, often involving matrix operations and iterative techniques. This solution process calculates the unknown variables, such as displacements, stresses, and strains, for each element.
-
Post-processing: The results of the analysis are interpreted and presented visually. This can include generating contour plots, diagrams, and graphs that show the distribution of various parameters across the analyzed structure. Engineers and researchers use these visualizations to make informed decisions about the system's design, performance, and safety.
Finite Element Analysis allows engineers and researchers to predict how a system will behave under various conditions without the need for physical prototypes or extensive testing. It can help optimize designs, identify potential weaknesses, and improve the performance and safety of structures and components. FEA software packages are widely available and vary in complexity, catering to different application domains and levels of expertise.
Synonym(s):
FEA
Related term(s):
Bead diameter Controlled bore at specified depths Controlled bore entry diameter Crimp diameter Crimping edge vertical height (non-threaded finishes) Crimping edge, vertical height (threaded finishes) Dimple diameter Dimple position Fitment clearance Lip diameter for pourer and snap fitments Minimum through bore diameter Vertical height from top of finish to bead Wall diameter of threaded finish
Synonym(s):
Crimping head clearance
Related term(s):
Bead diameter Bead diameter (when tapered) Controlled bore at specified depths Controlled bore entry diameter Crimp diameter Crimping edge vertical height (non-threaded finishes) Crimping edge, vertical height (threaded finishes) Dimple diameter Lip diameter for pourer and snap fitments Wall diameter of threaded finish
Definition:
Glass containers (generally of small size) designed to contain pharmaceutical, cosmetic, perfumery, or chemical products.
The following are excluded from Cetie definition:
- Miniatures
- Small jars (e.g. individual portions of jam).
Related term(s):
Definition:
Generic term to designate flacons as a product group.
Related term(s):
Definition:
A sharp fin of glass on a moulded joint may cause breakage and injury to the person handling the container.
Illustration:

Definition:
A generic, standard closure comprising a flap top wall and a circumferential side wall.
Illustration:

Related term(s):
Cap Cap body Cap shell Closure Closure shell Screw cap Screw-on closure
Illustration:

Related term(s):
Definition:
TE band design, providing enhanced flexibility during closure application by an inwardly folded band element(s) comprising retaining features, intended to engage with the tamper-evident bead of the neck finish.
Illustration:

Related term(s):
Cap Cap body Cap shell Drain holes Dust cover Dust cover TE-band Flat-top screw cap Flip-top sport cap
Definition:
Angular position where the closure thread reaches its full profile (without run out).
Definition:
A piece of glass that could drop inside a glass bottle whilst hot and adhere to the inside surface; the bottle being sealed with a crimped closure system such that the particle cannot be extracted.
Illustration:

Definition:
A piece of glass which could drop inside a glass container whilst hot and adhere to the inside surface.
Illustration:

g
Definition:
In the context of a pump for a perfume flacon, a "gasket" refers to a sealing element or material used to create a tight and secure seal between different components of the pump or between the pump and the bottle's neck.
Here's how a gasket functions in this context:
-
Between Pump Components: A gasket might be placed between various parts of the pump assembly, such as the pump head and the pump body. It helps prevent leakage of the perfume or air between these components, ensuring that the pump functions effectively and doesn't leak.
-
Between Pump and Bottle Neck: When the pump is placed on the neck of the perfume flacon, a gasket can be used to create a tight seal between the pump and the bottle's opening. This prevents any perfume from leaking out of the bottle when the pump is not in use.
Gaskets are often made from rubber, silicone, or other flexible materials that can conform to the surfaces they are placed between. They provide an important barrier against leaks and help maintain the quality of the perfume while also ensuring that the pump operates smoothly and efficiently. Gaskets play a crucial role in preserving the fragrance, preventing contamination, and enhancing the overall user experience of the perfume flacon.
Illustration:
Related term(s):
Accumulator Actuator Dip tube Ferrule Flacon Flaconnage Insert Nozzle head Snap-on pump
Additional information:
See §4.2, Figure 22, page 23 from Guide n°12 - Recommendation for flaconnage crimping
6 - Gasket
Definition:
Illustration:
Related term(s):
Additional information:
Here an example of a "Dial gauge" used to test the planarity of a finish for flaconnage articles made of moulded glass.
See Figure 1 - Measurement jig with guide with dial gauge from DT15.51 Flaconnage - Testing procedure: Glass finish planarity measurement method.
Definition:
The figure below shows the definition of the overall height of a container made of glass.
Illustration:

Definition:
The difference in distance, measured in a horizontal plane at the top of the finish, between the axis passing through the centre of the finish and the vertical theoretical finish axis of the flacon. The value of this distance is equal to the radius of the circle made by the centre of the finish as the flacon turns around the theoretical axis of the finish.
Related term(s):
Illustration:

Related term(s):
BVP finish BVS finish Concealed bead finish Cork mouth finish Crown finish Jigger finish MCA Pourer & snap fitment finish Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Swing stopper finish Tamper-evident finish Top & Side seal finish Twist crown finish Vacuum lug finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Synonym(s):
Wide mouth jar, wide mouth container, baby jar, baby pot
Illustration:

Related term(s):
Definition:
A complete or partial membrane of glass obstructing the mouth of a container that may be easily broken under normal conditions of use.
Definition:
Spanish sparkling wine produced by the closed tank method.
Related term(s):
Carbonation Cava Closed tank method Sekt Sparkling wine Spumante
h
Definition:
CCvD-HACCP Hygiene specifications were drawn up in the Netherlands in 1998 by the HACCP Central Board of Experts. This specification is titled Criteria for the testing of an operational HACCP System. These were based on HACCP principles and directives for their application as included in the Codex Alimentarius, with the addition of a limited number of quality management requirements. It has also been used as a basis to develop the ISO 22000.
Synonym(s):
Beer opener, bottle opener.
Illustration:

Related term(s):
Additional information:
See DT24.00 - Specifications for hand-held crown bottle opener
Definition:
The space between the surface of a filled product and the lower surface of the closure of a container.
Recommended headspaces for different categories of liquid in glass containers are given in Cetie document FS07.00 - DESIGN HEADSPACE RECOMMENDATIONS FOR LIQUID PRODUCTS IN BOTTLES AND JARS.
Synonym(s):
Vacuity, Ullage
Illustration:

Definition:
Hot-End Coating Meter System
Related term(s):
Cold-end coating Hot-end coating Hot-end coating meter Surface coating
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
Height variation between containers is the maximum difference in the total average height of containers of the same type.
Definition:
A movable joint on which the lid or the cover swings as it opens or closes.
Illustration:

Definition:
The state in which all parts of a body considered are effectively at the same temperature. It follows that any temperature dependant characteristic of the matter composing the body is precisely reflected in the macroscopic behaviour of the body. The liquid held in a glass container, which is placed in an environment at a uniform constant temperature may require several hours to reach a homogeneous temperature.
Definition:
Hot-end coating is a surface treatment applied to glass containers immediately after they leave the forming machine and before entering the annealing lehr. This process involves the deposition of metallic oxides, typically tin compounds, to preserve glass strength and enhance handling during manufacture and filling. The treatment reduces friction and improves abrasion resistance on the outer surface of the glass.
Hot-end coating is measured in CTU (Coating Thickness Units) with an AGR Finish Coating Meter or similar.
Related term(s):
Definition:
Hot-end coating is measured in CTU (Coating Thickness Units) with an AGR Finish Coating Meter or similar.
Related term(s):
Definition:
The process of hot sealing is a technique used in the packaging industry to securely close a container, usually made of plastic, by using heat to melt a layer of material and bond it to another surface. This process is commonly used to seal packages such as pouches, blister packs, caps, and other flexible containers.
Here's how the hot-sealing process works:
-
Packaging Preparation: The packaging is prepared by placing the product inside, whether it's food, medicine, electronics, etc.
-
Positioning: The packaging is placed between the jaws of a hot-sealing machine. These jaws are typically heated and feature patterns or shapes that will help create the seal.
-
Heating: The heated jaws are pressed against the edges of the packaging to be sealed. The applied heat melts the top layer of the packaging material, which is usually made of plastic or another thermoplastic material.
-
Pressure: In addition to heat, pressure is applied to ensure a strong bond between the melting surfaces.
-
Cooling: Once the seal has been formed and the surfaces have been bonded, the melted material begins to cool and harden, creating an airtight seal between the two parts of the packaging.
Hot-sealing is often used to preserve the freshness of products, prevent contamination, and extend their shelf life. It also provides security benefits, as it allows for easy detection if the packaging has been tampered with, as a broken seal would be visible. There are different types of hot-sealing machines, each suited to specific needs, such as bar sealing, conveyor belt sealing, induction sealing, etc. Each method can vary in terms of compatible packaging materials, production speed, and other factors.
Related term(s):
i
Definition:
IFS In 2002, to create a common food safety standard for companies supplying retailer-branded food products, German food retailers from the HDE (Hauptverband des Deutschen Einzelhandels) developed a common auditing standard called International Food Standard or IFS. In 2003, French food retailers (and wholesalers) from the FCD (Fédération des Entreprises du Commerce et de la Distribution) joined the IFS Working Group and contributed to the development of IFS version 4. The aim of the IFS is :
- to create a consistent evaluation system for all companies supplying retailer-branded food products;
- to perform audits following uniform auditing procedures;
- to allow mutual recognition of audits to achieve a high level of transparency throughout the supply chain.
Definition:
A liner that is directly moulded inside the closure shell and permanently bonded.
Illustration:

Definition:
A visually distinctive but discrete feature on both the closure and the neck finish, visible after closure application, which indicates a thread start, or a given angular position with respect to a thread start.
Synonym(s):
Positive index mark, Negative index mark
Illustration:

Definition:
Closure feature, protruding from inner top wall of the closure, providing liquid and gas seal by interference contact with the top section of the neck finish bore C Ø
Illustration:

Definition:
In the context of a glass neck finish design for a bottle or flacon, an "insert" refers to a separate component that is placed or fitted into the opening of the bottle's neck. Inserts are often used to provide additional functionalities, enhance sealing, or offer customisation options for the bottle's closure system.
Here are a few scenarios where inserts might be used in glass neck finish design:
-
Pouring Inserts: Some bottles, especially those used for liquids like oils or sauces, might have a specialised pouring insert. This insert helps control the flow of the liquid, preventing spills and drips during pouring.
-
Aesthetic Inserts: In premium or decorative bottle designs, an insert might be added to enhance the visual appeal of the bottle's neck. This could include a metal or decorative plastic insert that adds a touch of luxury or uniqueness.
-
Sealing Inserts: Inserts can contribute to the sealing mechanism of the bottle. They might include features that enhance the bottle's airtight seal, helping to preserve the contents' freshness and preventing leaks.
-
Customisable Inserts: Some bottle designs allow for customisation through inserts. These inserts can be branded with logos, information, or designs, adding a personalized touch to the bottle's closure system.
In essence, an insert in glass neck finish design is an additional component that is carefully integrated into the bottle's neck to provide specific functions, improve aesthetics, or offer customisation options.
Related term(s):
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
A blister next to the internal surface of the glass which is already burst or can be easily broken.
Illustration:

Definition:
Bottle containing any foreign substance other than glass likely to contaminate the product.
Dust and hair packaging fibers are not critical. Microbiological or chemical contamination may be critical. If it leads to adulteration of the product, it is considered critical. For further information, refer to the FDA Federal Food, Drug and Cosmetic Act (FD&C Act).
Related term(s):
Definition:
The Technical Standard for Food Packaging Manufacturers, was developed jointly by the British Retail Consortium (BRC) and the Institute of Packaging (IOP) in UK. It sets out certain hygiene and quality requirements for the manufacturers of packaging supplying the food industry. The first issue of the packaging standard was published in 2001. The standard is now in its second edition, and although it is still primarily intended to cover food and drink packaging, it has been extended to include the packaging of other non-food items.
Synonym(s):
International Society of Beverage Technologists
Illustration:

Related term(s):
Additional information:
j
Definition:
Plastic threaded cap with a troncated conical shape.
Related term(s):
Definition:
Neck finish with a continuous screw thread to take on a screw cap with a conical-shaped skirt, often used as a measuring or dosing cup. Child Resistant Closures may be available for these finishes.
Illustration:

Related term(s):
BVP finish BVS finish Concealed bead finish Cork mouth finish Crown finish Glass finish Jigger cap MCA Pourer & snap fitment finish Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Swing stopper finish Tamper-evident finish Top & Side seal finish Twist crown finish Vacuum lug finish
k
Definition:
The K dimension is the distance between the top of the glass finish and a fixed reference point on the lower flank of a thread start.
It is specified only for HELIX-type finishes.
Definition:
| Vertical ribs placed outside of the side wall (closure shell) of the closure to mate with an application chuck transmitting application torque and supporting gripability for the consumer when opening the closure. |
Synonym(s):
Stippling
Illustration:
Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
19 - Knurling (or stippling)
l
Definition:
The L dimension is the distance between the top of the glass finish and a fixed reference point on the lower flank of a horizontal thread section. This is an important functional dimension on FLAT-type finishes.
Related term(s):
Definition:
Typically a flat or smooth area of the bottle where a label or decoration may be applied.
Related term(s):
Additional information:
Related term(s):
Related term(s):
Definition:
The combined lean and eccentricity is the difference in parallelism between the vertical line drawn downwards from the finish edge and a theoretical centreline passing through the container bottom.
Definition:
The cover of a container which upon opening exposes the dispensing orifice. It can be the whole closure or part of the closure system.
Definition:
Synonym(s):
Gasket
Source:
Guide No. 7 - Metallic screw capping with threaded plastic or aluminium insert for still wines
Illustration:
Related term(s):
Break torque Bridge line Gasket Insert Threaded plastic insert
Additional information:
See §5.1, Figure 3, page 14 from Guide n°7 - Metallic screw capping with a threaded plastic or aluminium insert for still wines
Source:
Guide No. 6 - Metallic screw capping for still wines on BVS type glass finishes - With redraw
Related term(s):
Synonym(s):
Key 'E1', Lip Ø for pourer and snap fitments
Synonym(s):
Key 'Q'
Synonym(s):
Tuck-under bead, Tuck-under zone
Synonym(s):
Key 'L'
Related term(s):
Bore diameter Full thread start Lip height for pourer and snap fitments Minimum through bore diameter Neck (under bead) diameter Sealing surface width Start of thread position from sealing surface to intersection of thread flank Thread diameter Thread start Vertical drop between upper and lower beads Vertical height from top of finish to bead
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
m
Definition:
The protrusion in the dust cover of a flip-top closure that fits into the dispensing orifice to seal the orifice when the dust cover is in the closed position.
Related term(s):
Cap Cap body Cap shell Drain holes Dust cover Dust cover TE-band Hinge
Definition:
Originally MCA is an abbreviation depicting an agreement made a common neck finish design between Metal Closures Limited in the UK and Alcoa in the USA.
Initially these neck finishes were used for "one-way" bottles with aluminum caps.
The advent of the returnable bottle market in Europe led to a redesign the neck finishes to solve some weaknesses in terms of thread strength and sealing performance.
The main differences between the MCA neck finishes is related to the shape and pitch of the thread.
Illustration:

Related term(s):
Definition:
Rigid and stable container which, when filled, contains a known volume of fluid. In addition to being engraved with the nominal capacity, the measuring container bottle is also marked with the necessary filling information (fill level or brim capacity, measured at 20°C).
These bottles are regulated by decree no. 76-342 of 6 April 1976 and its implementing orders (of 22 February and 7 October 1977, amended by the order of 28 August 1987).
These texts incorporate into French national law the requirements of Community Directive 75/107/EEC of 19 December 1974.
Synonym(s):
MCB
Related term(s):
Brimful capacity e-mark Nominal volume Non-measuring container bottle
Additional information:
See Community Directive 75/107/EEC of 19 December 1974 from https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX:31975L0107
Synonym(s):
Minimum through bore finish diameter
Synonym(s):
Key 'M', Minimum vertical thread clearance (concealed bead)
Related term(s):
Bore diameter Full thread start Lip height for pourer and snap fitments Locking bead diameter (ROPP) Minimum through bore diameter Neck (under bead) diameter Sealing surface width Start of thread position from sealing surface to intersection of thread flank Thread diameter Thread pitch Thread start Vertical drop between upper and lower beads Vertical height from top of finish to bead
Definition:
A vertical line on a container caused by the finish mould joint.
Illustration:
Related term(s):
Baffle mark Blank mould seam Knurl Parting line Partling line
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
17 - Mould seam
Definition:
The deviation from the parallel between the plane tangent to the upper surface of the finish and the plane of the base of the bottle. The mouth-base parallelism may be expressed either as an angle or as the difference between the largest and the smallest height of a container, measured from the top of the finish to the container base plane, with the container in a stable position supported on a flat surface.
The illustration below: Angle measurement by a circular spirit level.
Illustration:

n
Synonym(s):
NNPB
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Synonym(s):
Key 'N'
Related term(s):
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Synonym(s):
Neck support
Related term(s):
Definition:
Difference between the nominal volume and the actual volume measured, when this is the lesser.
Related term(s):
Definition:
Recessed physical mark on the support ledge of the neck finish.
Illustration:

Related term(s):
Definition:
In the glass bottling industry, NNPB stands for "Narrow Neck Press and Blow." It is a specific manufacturing process used to produce glass containers, such as bottles and jars, with narrow necks, typically used for products like beverages, condiments, and pharmaceuticals.
The NNPB process involves several steps:
-
Blank Manufacturing: Molten glass is formed into parison blanks, which are essentially preforms for the bottles. These blanks are characterized by their narrow necks and a wider body.
-
Blank Feeding: The blanks are then fed into the individual sections of a glass bottle-forming machine.
-
Pressing: In the pressing stage, the blank is shaped using a plunger, which forms the narrow neck of the bottle.
-
Blowing: After pressing, the bottle is transferred to the blowing mold, where compressed air is used to expand and shape the body of the container.
-
Annealing: The newly formed bottles are annealed to relieve any internal stresses and ensure they have the desired strength and shape.
Synonym(s):
Narrow Neck Press-Blow
Related term(s):
Definition:
Capacity marked on the bottle (generally engraved). This is the volume of liquid that the bottle is deemed to contain when filled under the intended filling conditions (level, temperature, ullage, etc.).
Related term(s):
Definition:
Net volume indicated on the prepackage, i.e. the quantity of liquid that the prepackage is deemed to contain. This volume must correspond to the range of volumes defined for the product.
Synonym(s):
Nominal contents, Vn
Related term(s):
Synonym(s):
One-way bottle
Source:
Related term(s):
Synonym(s):
Flat product
Related term(s):
Related term(s):
Brimful capacity e-mark Measuring container bottle Nominal volume
Definition:
Non-parallelism of finish top is the difference in parallelism between the top of the finish and the container bottom.
Related term(s):
Cam-off point X K dimension L dimension Mouth-based parallelism Sealing surface width
Related term(s):
Related term(s):
Definition:
Glass container with a shape that is not round.
Illustration:

Related term(s):
Definition:
In the context of a pump design for perfumes, the "Nozzle head" refers to the specific part of the pump mechanism responsible for directing and dispensing the perfume spray. It's the component that users interact with when they press or activate the pump to release the fragrance. The nozzle head is located at the top of the pump assembly, and it typically consists of the following elements:
-
Nozzle Opening: This is the small aperture through which the perfume is expelled when the pump is pressed. The size and shape of the nozzle opening influence the spray pattern and the volume of perfume dispensed.
-
Spray Pattern Modifier: Some nozzle heads feature mechanisms to modify the spray pattern of the perfume. This could include adjustments to create a fine mist, a more concentrated stream, or other variations in spray dispersion.
-
Actuator: The part of the nozzle head that users press or depress to activate the pump. It's usually a button or cap that initiates the spraying action.
-
Gasket or Seal: Often located between the nozzle head and the pump mechanism, a gasket or seal ensures that the perfume doesn't leak when not in use.
The design of the nozzle head is critical for creating a pleasant and controlled perfume spraying experience. It influences factors like the angle and coverage of the spray, the intensity of the fragrance, and how easy it is for users to operate the pump. Perfume manufacturers pay special attention to the design of the nozzle head to ensure that it meets both functional and aesthetic requirements.
Illustration:
Related term(s):
Additional information:
See §4.2, Figure 22, page 23 from Guide n°12 - Recommendation for flaconnage crimping
1 - Nozzle head
o
Definition:
Olive-shaped inner seal element of a closure, reducing the contact area with the neck finish to increase local contact pressure.
Related term(s):
Definition:
A pourer that has no refill function and helps limiting drops of liquid. It can be used for edible oil and vinegar bottles
Related term(s):
Related term(s):
Definition:
The opening in a closure through which the product is dispensed
Related term(s):
Definition:
A liner moulded outside of the closure and inserted into the closure afterwards.
Illustration:

Definition:
TE band, moulded in a moulding process, separate from the closure, and mechanically connected with the closure shell afterwards.
Illustration:

Definition:
Closure feature, providing liquid and gas seal by interference contact with the outer top section of the neck finish F diameter.
Definition:
Plastic closure ovalisation refers to the deformation after the closure has been moulded, assembled and packed for delivery. It does not cover any defects that may occur due to the moulding process.
Illustration:

Related term(s):
Definition:
Plastic closure ovality is defined in the context of data sheet FS23.00 (below) as the difference between the maximum and minimum measured diameters of closure as defined in Figure below, and can be expressed in millimetres or as a percentage of the nominal (specified) diameter.
Illustration:
Related term(s):
Definition:
An integral or separate part of the closure designed to protect the primary closure, dispenser, or fitment of a closure. Note: a dust cover is a category of overcap.
Definition:
The absolute total volume of the bottle or container. Most bottles will not be filled to capacity.
Related term(s):
Additional information:
Definition:
A finish, manufactured during the Narrow Neck Press-Blow (NNPB), Press-Blow and Press processes, which has excessive glass protruding upward from the inside mould parting line, to the extent it may be broken or chipped in normal use.
Illustration:

Definition:
Material added to enclosed packaging to help remove or decrease the level of oxygen in the package. Chemical substance added to a mixture in order to remove or de-activate impurities and unwanted reaction products, for example oxygen, to make sure that they will not cause any unfavorable reactions.
p
Synonym(s):
PL, Mould parting line
Source:
Definition:
Partling line of moulded elements of the finish.
Synonym(s):
PL
Related term(s):
Locking bead Mould seam Ring Support ledge Thread crest Thread lead-out Thread pitch
Definition:
Area of the bottle that receives the cap or closure.
Synonym(s):
Plastic neck finish
Illustration:

Related term(s):
Definition:
The pick-up distance is the distance between the top of the finish and the highest point of a thread start. K dimension below tolerance will result in loss of pick-up distance. Result may be improper positioning of the cap onto the glass container during capping operation
Related term(s):
Cam-off point X K dimension L dimension Sealing surface width
Definition:
The TE-band is connected to the closure body by bridges. When all bridges are frangible, the TE band stays on the neck finish after opening. In case there is one non-frangible connection and also a vertical frangible line, the TE-band is removed together with the closure and protrudes as a "pig tail"
Illustration:

Illustration:
Definition:
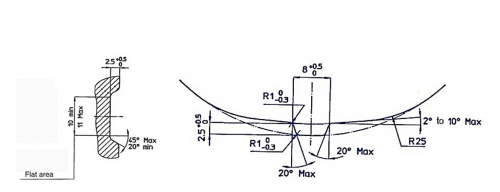
The planarity of the glass finish is the variation of the distance, measured over 360 °, between the upper surface of the finish and the tangent plane of the top of the finish. Planarity non-compliance is usually a saddle-shaped deformation of the mouth, which does not allow a sufficiently tight seal.
Illustration:
Related term(s):
Definition:
The plug seal is used to seal the packaging. The seal is achieved by the contact / interference of the outside surface of the plug seal and the inside surface of the bottle neck (or of the body of the sport closures). Plug seals can be used on all type of closures like threaded closures, snap-on closures. In case of push-pull sport closures the plug seal on shutter and on some flip-top closures seals against the body of the sport closure.
Related term(s):
Cap Cap body Cap shell Closure Closure shell Drain holes Flat-top screw cap Hinge Index mark Positive index mark
Definition:
The plunger takes up the crown from the supply system with an optional built-in magnet and holds it until it is positioned on the bottle finish. It ensures that the crown is centered on the bottle finish before crimping commences, transmits the spring load to compress the lining during the crown crimping operation and pushes the crown/bottle unit out of the throat after crimping is complete.
Synonym(s):
Ejector
Definition:
Protruding physical mark on the support ledge of the neck finish.
Synonym(s):
Positive mark
Illustration:

Related term(s):
Definition:
A feature to allow the liquid to be poured or dispensed from the container in a controlled manner.
Related term(s):
Cap Cap body Cap shell Closure shell Flaconnage Open pourer Pourer & snap fitment finish
Definition:
Bottle neck finish designed to take a continuous threaded closure and within it, a “snap-on” pourer or sprinkler fitment.
Illustration:

Related term(s):
BVP finish BVS finish Concealed bead finish Cork mouth finish Crown finish Glass finish Jigger finish MCA Roll on BVP finish Roll on MCA finish ROPP finish Screw finish Snap-on pump Swing stopper finish Tamper-evident finish Top & Side seal finish Twist crown finish Vacuum lug finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Definition:
A liner that is obtained by cutting or stamping and inserted into the closure afterwards.
Illustration:

Related term(s):
Cap Cap body Cap shell Flat-top screw cap Gasket In-shell moulded liner Liner Out-shell moulded liner
Definition:
Combination of a product and the individual package in which it is prepacked, on which the nominal quantity to be delivered is indicated.
Definition:
Ranges of nominal contents, defined by product type and recognised in trade between Member States.
Related term(s):
Definition:
Place a product in an individual package, without the purchaser being present, for a pre-determined quantity; any changes made to the package can be detected.
Related term(s):
Definition:
In the context of our library and standard industry practices, pressure is considered relative to atmospheric pressure and is expressed in bars.
For detailed information, refer to Cetie document FS15.00 - PHYSICAL PRINCIPLES FOR CONTAINERS FILLED WITH NON-CARBONATED PRODUCTS.
Synonym(s):
Plunger, pressure pad
Source:
Guide No. 6 - Metallic screw capping for still wines on BVS type glass finishes - With redraw
Related term(s):
Definition:
Dry label that, by the intermediary of a layer of pre-coated adhesive, sticks to the surface of the product to be labelled by contact plus sufficient and uniform pressure on the whole surface of the label. It is composed of three layers:
- The face material;
- The adhesive layer;
- The release liner.
Synonym(s):
Self-adhesive label, PSL
Related term(s):
Illustration:

Related term(s):
Additional information:
Figure 1 - Example of profile projector with the shadow image of a finish from data sheet DT15.55 ?Flaconnage - Testing procedure: Verticality
Definition:
Source:
Guide No. 7 - Metallic screw capping with threaded plastic or aluminium insert for still wines
Illustration:
Related term(s):
Additional information:
See §5.1, Figure 3, page 14 from Guide n°7 - Metallic screw capping with a threaded plastic or aluminium insert for still wines
Related term(s):
Definition:
Cap that can be removed with opening tool (a bottle opener)
Related term(s):
Definition:
Sport closure fitted with a shutter releases the content when pulled and is pushed to close the bottle.
Related term(s):
Cap Cap body Cap shell Flat-top screw cap Flip-top sport cap Overcap
q
r
Related term(s):
Related term(s):
Related term(s):
Definition:
The value of the pressure within an enclosed space, for which the reference is the pressure existing outside this enclosed space. This represents in particular the pressure difference which a container and closure must withstand with respect to atmospheric pressure. As this is in practice appropriate to the situation considered in this document, pressures quoted are relative to atmospheric pressure unless otherwise indicated. For example: if the absolute pressure within a container is 6 bar (abs) then the relative pressure with respect to atmospheric pressure is ~ 5 bar.
Synonym(s):
Overpressure, Gauge pressure
Definition:
The rotational force with which a threaded closure is removed or unscrewed from a bottle finish. It defines the amount of rotational force necessary to loosen, open, or remove the closure. A properly designed package should have a removal torque range appropriate for its intended use and the consideration of any requirements for child resistant or tamper evident closure needs. Removal torque is characterised by two successive stages:
- The torque needed to initiate closure rotation (Slip torque or Unsticking torque)
- The torque needed to break the tamper evident band (Break torque)
Source:
Guide No. 6 - Metallic screw capping for still wines on BVS type glass finishes - With redraw
Related term(s):
Definition:
Feature maintaining closure in the desired position; which may require dedicated force/ efforts to separate.
Related term(s):
Definition:
The rice grains are embossed features placed under the thread of a screw finish. They limit the risk of self-unscrewing of the pump while allowing the consumer to open the bottle to refill it.
Related term(s):
Related term(s):
Definition:
A small fragment of glass on the sealing surface that has broken away without causing the finish to break but leaving a sharp edge.
Illustration:

Illustration:

Related term(s):
Definition:
Metallic cap threaded on a finish, designed with a tamper-evident band, and redrawn on the top of the finish for sealing.
Synonym(s):
ROPP closure, ROPP
Illustration:

Related term(s):
Roll on BVP finish ROPP finish Thread roller Tuck under roller
Illustration:

Related term(s):
Baffle mark Bearing surface Heel Insweep Knurling Lower label recess Neck Neck ring blank mould match Sealing surface Shoulder Thread root Through bore Upper label recess
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
Type of closure based on an aluminium closure which is threaded on the bottle finish during application. Pilferproof means tamper evident. A tamper-evident closure includes a feature system which needs to break during the first opening.
Related term(s):
Definition:
Historical name for metal closures formed on the glass finish from a simple shell making a Tamper Evident closure system designed to be closed using a cap with a tamper-evident band which breaks on first opening. MCA series finishes are ROPP type.
Synonym(s):
Roll-on Pilferproof finish, Tamper Evident finish
Illustration:

Related term(s):
BVP finish BVS finish Concealed bead finish Cork mouth finish Glass finish Jigger finish MCA Roll on MCA finish Top & Side seal finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Definition:
Glass container with a shape that is round.
Illustration:

Related term(s):
s
Related term(s):
Related term(s):
Definition:
Closure that can be screwed on a bottle with a thread finish to seal it.
Related term(s):
Synonym(s):
Threaded finish
Source:
Illustration:
Related term(s):
Related term(s):
Illustration:

Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
The width of sealing surface is the distance between the outer finish contours defined by the outer and inner radii of the finish.
Related term(s):
Bore diameter Lip height for pourer and snap fitments Locking bead diameter (ROPP) Minimum through bore diameter Minimum vertical thread clearance Neck (under bead) diameter Start of thread position from sealing surface to intersection of thread flank Thread diameter Thread pitch Vertical drop between upper and lower beads Vertical height from top of finish to bead
Definition:
Grooves on the bottom of the bottle that allow the bottle to be properly aligned during the filling, capping and decorating lines.
Related term(s):
Bore diameter Lip height for pourer and snap fitments Locking bead diameter (ROPP) Minimum through bore diameter Minimum vertical thread clearance Neck (under bead) diameter Start of thread position from sealing surface to intersection of thread flank Thread diameter Thread pitch Vertical drop between upper and lower beads Vertical height from top of finish to bead
Additional information:
Definition:
German sparkling wine produced mainly by the closed tank method.
Related term(s):
Carbonation Cava Closed tank method Granvas Sparkling wine Spumante
Related term(s):
Definition:
Part of the bottle where the largest cross-section of the container narrows to meet the neck.
Illustration:

Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Definition:
Separate, movable closure element restricting product flow.
Related term(s):
Cap Cap body Cap shell Dust cover Dust cover TE-band Flat-top screw cap Hinge Overcap
Synonym(s):
Key 'R'
Illustration:
Related term(s):
Additional information:
See Figure 1 - Labelling spotting bar from data-sheet DT19.01 Standards for labelling spotting bars.
Definition:
The part of the closure, comprising the thread or snap features that engages with the counter part of the neck finish.
Definition:
The value recorded when the cap first starts to turn on the neck finish.
Synonym(s):
Unsticking torque
Related term(s):
Definition:
Continuous or segmented cutting line between closure shell and TE band obtained with (serrated) blade(s) to generate the bridges.
Synonym(s):
Crimpless pump
Illustration:
Definition:
Sparkling wine is wine pressurised by carbon dioxide either from secondary fermentation in the bottle or in a closed tank, or by injection of externally sourced CO2. Different categories of sparkling wine are given e.g. in EC Council Regulation (EC) No 479/2008, annex IV, title 4.
Related term(s):
Definition:
A projection of glass, mostly very sharp, on the inside of the container in the base or neck area. It is usually very thin and can easily break.
Definition:
A metallic plate used to prevent a bottle from rotating during the closure application. Syn. Neck support plate, neck support chimney.
Definition:
A "spirit level gauge" is an instrument used to measure the parallelism between the mouth (opening) and the base of packaging, such as bottles or containers. This measurement is important in ensuring the proper alignment and symmetry of the packaging, which can impact factors like sealing effectiveness, stability, and overall appearance.
A spirit level gauge typically consists of a bubble level or vial filled with liquid and an air bubble. The vial is mounted on a housing or frame, and there are reference lines or indicators on the vial. When the bubble is centered between these lines, it indicates that the object being measured is level or parallel to the reference plane.
In the context of packaging, a spirit level gauge could be used to determine if the mouth (opening) and the base of a bottle or container are parallel to each other. This alignment is crucial for various reasons:
-
Sealing Integrity: In the case of screw-on caps or closures, a misalignment between the mouth and base could result in improper sealing, potentially leading to leaks or contamination.
-
Aesthetics: Packaging with uneven alignment may appear unprofessional and aesthetically unpleasing.
-
Stability: Proper alignment contributes to the stability of the packaging, preventing wobbling or tipping when placed on surfaces.
-
Functional Fit: Some packaging designs, such as stacking or nesting, rely on accurate parallelism for effective functionality.
Using a spirit level gauge helps maintain quality control in the packaging process by ensuring that the packaging components are properly aligned before distribution. This contributes to the overall functionality, reliability, and customer satisfaction with the packaging.
Illustration:
Related term(s):
Additional information:
See §3.1.1. Angle measurement by circular spirit level from DT15.52 - Flaconnage - Testing procedure: Measurement of mouth-base parallelism.
Definition:
A vertical split deeply penetrating the glass, running down from the sealing surface.
Illustration:

Definition:
Closure designed to aid drinking without spilling.
Related term(s):
Cap Cap body Cap shell Closure Closure shell Dust cover Dust cover TE-band Hinge
Definition:
A spotting bar, in the context of glass bottle labeling, refers to a device or mechanism used to ensure the accurate and consistent application of labels onto glass bottles during the labeling process. The primary purpose of a spotting bar is to align the label correctly with respect to specific features or reference points on the bottle, such as its shoulder, body, or other distinctive parts.
Labeling glass bottles accurately is crucial for branding, aesthetics, and regulatory compliance. If labels are not applied precisely, they might appear crooked, off-center, or misaligned, which can negatively impact the overall appearance of the product and potentially lead to legal issues if certain labeling requirements are not met.
A spotting bar typically consists of a set of guides, sensors, or mechanisms that interact with the bottle as it moves along the labeling line. These guides help position the bottle in the correct orientation, ensuring that the label is applied accurately. The spotting bar may include sensors or detectors that can identify reference points on the bottle, such as a raised logo, a ridge, or a specific feature, and then adjust the position of the label application mechanism accordingly.
Overall, a spotting bar contributes to the efficiency and quality of the labeling process by minimizing errors and inconsistencies in label placement on glass bottles.
Illustration:
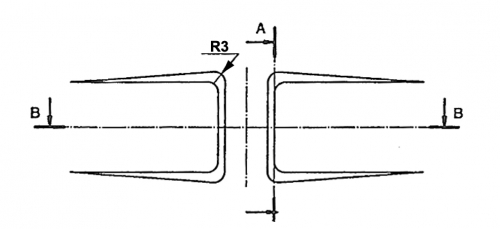
Related term(s):
Labelling area Lower label recess Pressure-sensitive label Upper label recess
Additional information:
See Figure 1 — Spotting bar from data sheet DT19.00 - Recessed labelling spotting bar
Definition:
A raised protrusion on a sport closure which contains the orifice.
Definition:
Italian sparkling wine produced mainly by the closed tank method.
Related term(s):
Synonym(s):
Squeeze pads
Related term(s):
Definition:
Seal-Tight
Illustration:

Related term(s):
Definition:
The usual volume to which a bottle may be filled. It is frequently indicated by the top of the shoulder.
Related term(s):
Additional information:
Illustration:
Related term(s):
BVP finish Concealed bead finish Crown finish Jigger finish Pourer & snap fitment finish ROPP finish
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
Synonym(s):
Key 'S'
Definition:
In the context of a pump for a perfume flacon, a "stem" refers to a slender, elongated component of the pump mechanism. The stem is a critical part that connects the pump's actuator (the part that the user presses) to the internal mechanisms responsible for drawing and dispensing the perfume.
Here's how the stem functions in a perfume pump:
-
Actuation: When the user presses the actuator, which is typically the top part of the pump that the user interacts with, the stem transfers this motion downward.
-
Internal Mechanism Activation: The downward motion of the stem activates the internal mechanisms of the pump, which could include a piston or a diaphragm that creates a vacuum to draw the perfume into the pump chamber.
-
Dispensing: As the user continues to press down on the actuator and the stem, the internal mechanisms push the perfume out of the pump chamber and through the nozzle, resulting in the spray or dispensed fragrance.
The stem plays a pivotal role in transmitting the user's action to the pump's internal mechanisms. Its length and design are carefully considered to ensure smooth and consistent pump activation and to deliver the desired amount of perfume with each use.
In summary, the stem is an integral part of the pump mechanism in a perfume flacon, responsible for translating the user's press into the proper internal actions that result in the dispensing of the fragrance.
Illustration:
Related term(s):
Accumulator Actuator Dip tube Ferrule Flacon Flaconnage Gasket Insert Nozzle head Snap-on pump
Synonym(s):
Flat (to be avoided)
Related term(s):
Accumulator Actuator Dip tube Ferrule Flacon Flaconnage Gasket Insert Nozzle head Snap-on pump
Related term(s):
Accumulator Actuator Dip tube Ferrule Flacon Flaconnage Gasket Insert Nozzle head Snap-on pump
Related term(s):
Definition:
The strip torque is a measure of the correct forming of the threads evaluated by applying effort to further screw the cap on to the finish and measuring the torque at which the thread deforms sufficiently to disengage the cap from the threads on the glass finish, allowing it to rotate. This method and the value obtained are also termed "Reverse torque" due to the direction of the effort. Syn. Overscrew.
Source:
Guide No. 6 - Metallic screw capping for still wines on BVS type glass finishes - With redraw
Related term(s):
Application torque Break torque Removal torque Slip torque Torque meter
Definition:
A sharp piece of glass stuck to the outside of the container, which may cause injury to the person handling the container.
Synonym(s):
Stuck ware
Illustration:

Definition:
A ring finish severely out of line with the body of the container. A piece of glass, usually very sharp, projecting inwards just inside the bore of the bottle.
Illustration:

Definition:
Very fine fins of glass at the bore entry (Sugary top) or extending down into interior surface at the bore (Sugary bore).
Related term(s):
Definition:
Source:
Guide No. 7 - Metallic screw capping with threaded plastic or aluminium insert for still wines
Illustration:
Related term(s):
Liner retaining bead Locking bead Protection bead Transfer bead
Additional information:
See §5.1, Figure 3, page 14 from Guide n°7 - Metallic screw capping with a threaded plastic or aluminum insert for still wines
Synonym(s):
Neck support ring, Neck support ledge
Illustration:
Definition:
Surface coating on glass containers refers to applying protective treatments to enhance the durability and handling of the containers. These coatings are applied in two stages:
- Hot-End Coating: Involves the deposition of metallic oxides, typically tin compounds, immediately after the container leaves the forming machine and before it enters the annealing lehr. This treatment preserves glass strength and reduces friction.
- Cold-End Coating: Involves the application of a lubrication layer, such as organic waxes, polyethene emulsions, polyethene glycols, and their fatty acid esters or mixtures, at the exit of the annealing lehr.
Related term(s):
Definition:
A blister on the outside surface of the glass that can be easily broken.
Illustration:

Definition:
Sealing with a lid attached to the bottle through a metal cage inserted in two dimple holes on opposite sides of the lower finish. The lid portion of modern swing stopper closures are usually made from plastic instead of porcelain/ceramic but still have the rubber gasket for sealing.
Illustration:

Related term(s):
Additional information:
See Figure 1 – Identification of nomenclature items on some glass finish types from data sheet DT23.02 - Glass finish glossary and nomenclature.
t
Related term(s):
Depressed thread Flat-top screw cap Screw cap Screw finish Screw-on closure
Synonym(s):
Deep finish
Related term(s):
Definition:
A closure part/ design element which typically indicates first opening or tampering.
Synonym(s):
"B" dimension (TE band recess diameter)
Definition:
Band design with continuous (non-interrupted) retaining feature.
Illustration:

Related term(s):
Cap Cap body Cap shell Closure Closure shell Drain holes Dust cover Dust cover TE-band Overcap
Definition:
Band design with segmented (interrupted) retaining feature.
Illustration:
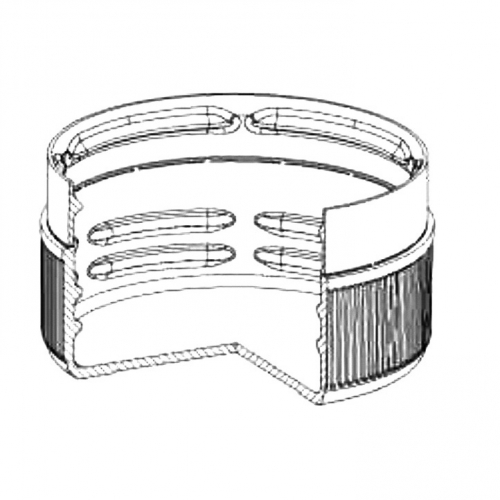
Definition:
Bottle neck finish designed to be closed using a cap with a tamper-evident band which breaks on first opening.
Illustration:

Illustration:
Definition:
This type of tamper-evident device entails an external band, usually with a tab to facilitate tearing. To open the bottle, the consumer has to first remove the band completely. Once the band has been torn-off, the closure can be opened as usual.
Related term(s):
Synonym(s):
Tensile force tester, tensile testing machine, Tensometer.
Illustration:

Related term(s):
Additional information:
See Figure 1 - Example of adapted compression test equipment from data sheet dt15.54 Flaconnage - Testing procedure - Resistance to vertical load.
Definition:
Generally, any liquid or solid subjected to a rise in temperature will expand and this is quantified by a volumetric coefficient of thermal expansion, αv, expressed as the fractional volume increase per degree Celsius.
For each type of liquid, the value can vary for each product depending on its specific composition (e.g., alcohol and sugar content).
Illustration: Thermal expansion of pure water ( 2 ) and a glass container from 1000 ml at 20°C
Illustration:

Related term(s):
Related term(s):
Depressed thread Full thread start Minimum vertical thread clearance Start of thread position from sealing surface to intersection of thread flank Thread construction Thread crest Thread diameter Thread lead Thread lead-out Thread pitch Thread roller Thread root Thread run out Thread start Threaded plastic closure Threaded plastic insert Threads per Inch Wall diameter of threaded finish
Synonym(s):
thread
Related term(s):
Depressed thread Full thread start Minimum vertical thread clearance Start of thread position from sealing surface to intersection of thread flank Thread Thread crest Thread diameter Thread lead Thread lead-out Thread pitch Thread roller Thread root Thread run out Thread start Threaded plastic closure Threaded plastic insert Threads per Inch
Definition:
Tip of the thread profile, providing minimum thread diameter (E) of the closure shell.
Synonym(s):
"T" dimension
Illustration:
Synonym(s):
Key 'T'
Related term(s):
Bore diameter Lip height for pourer and snap fitments Locking bead diameter (ROPP) Minimum through bore diameter Minimum vertical thread clearance Neck (under bead) diameter Start of thread position from sealing surface to intersection of thread flank Thread pitch Vertical drop between upper and lower beads Vertical height from top of finish to bead
Definition:
The vertical distance covered by one thread revolution. Equals the thread pitch multiplied by the number of thread starts.
Synonym(s):
Thread runout, runout, thread stop, thread end
Related term(s):
Definition:
The vertical distance between two thread crests. Equals the thread lead divided by the number of thread starts.
Synonym(s):
Key 'P'
Related term(s):
Source:
Guide No. 6 - Metallic screw capping for still wines on BVS type glass finishes - With redraw
Related term(s):
Definition:
Root of the thread profile, providing maximum thread diameter (T) of the closure shell.
Synonym(s):
"E" Dimension (Thread root diameter)
Definition:
Section of the closure thread to provide lead-in into the counter thread of the neck.
Related term(s):
Cap shell Thread crest Thread lead-out Thread pitch Threaded plastic closure Vent slot
Synonym(s):
Lead-in, run-in
Related term(s):
Locking bead Neck support ring Partling line Thread crest Thread lead-out Thread pitch Thread root Threaded plastic closure
Additional information:
#TS: number of thread starts
Illustration:
Related term(s):
Definition:
Source:
Guide No. 7 - Metallic screw capping with threaded plastic or aluminium insert for still wines
Illustration:
Related term(s):
Break torque Bridge line Cap shell Insert Non-refillable insert
Additional information:
See §5.1, Figure 3, page 14 from Guide n°7 - Metallic screw capping with a threaded plastic or aluminium insert for still wines
Synonym(s):
TPI
Related term(s):
Definition:
The throat is the component which crimps the crown on to the bottle finish. It is subject to wear and usually made of hard material (such as ceramic, stainless steel or cemented carbide (Widia)). Its external shape depends upon the manner in which it is fitted to the crowner head, according to the machine type.
Related term(s):
Crown capsule Crown finish Crowning Rotating head crimping machine
Definition:
Through bore of a bottle is the maximum diameter of a round rod able to penetrate vertically into the body of the bottle.
Illustration:
Related term(s):
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
Related term(s):
Definition:
Tin coated steel is a thin steel sheet coated by tin. It has an extremely beautiful metallic luster as well as excellent properties in corrosion resistance, solderability, and weldability.
Synonym(s):
Tin plate
Related term(s):
Definition:
The tip angle is the angle beyond which the container would tip over.
Source:
Illustration:

Related term(s):
Definition:
Sealing system, generally with a resilient compound within the closure, making a seal over the top and partially down the side of the neck between the top and the start of thread.
Illustration:
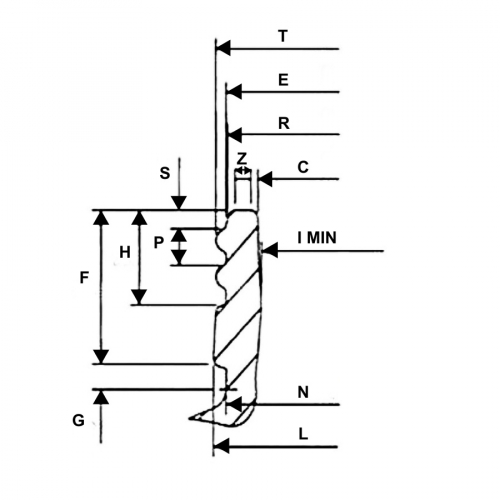
Definition:
Outer radius at the junction between the closure side wall and top wall
Related term(s):
Synonym(s):
Top Of the Finish
Illustration:
Related term(s):
Partling line PET finish Pitch Support ledge Tamper-evident band
Additional information:
See Figure 4 – Nomenclature of main PET finish dimensions from data sheet DT23.03 - PET finishes glossary and nomenclature
Definition:
Closure feature, providing liquid and gas seal by interference contact with the top section of the neck finish.
Definition:
Top part/panel/plate of the closure shell.
Related term(s):
Cap shell Flat-top screw cap Knurl Thread lead-out Vent slot
Related term(s):
Application torque Break torque Removal torque Slip torque Vacuum chamber
Definition:
“ Traceability means the ability to trace and follow a food, feed, food-producing animal or substance intended to be, or expected to be incorporated into a food or feed, through all stages of production, processing and distribution. ”
Extract of regulation 178/2002, chapter 1 article 3, point 15
Related term(s):
Application torque Break torque Removal torque Slip torque Vacuum chamber
Definition:
Production method for sparkling wine in which the secondary fermentation is made in the bottle. The bottle is sealed for the secondary fermentation process by a first closure which is very generally a crown cap. This is removed to enable ?disgorging? ? elimination of the lees produced by fermentation ? before final corking.
Related term(s):
Carbonation Closed tank method Granvas Sekt Sparkling wine Spumante
Definition:
Loose pieces of glass in a container.
Differences should be made between:
- Jar → Critical, if there is a risk of injury
- Bottle (finish not crimped) → Critical, if there is a risk of injury
- Bottle (finished crimped) → Major A, there is no risk for users as they cannot open the bottle
- Size of the glass piece → The FDA (Food and Drug Administration) reports in the Compliance Policy Guide that glass fragments smaller than 7 mm rarely cause serious injuries (in healthy adults) -- see detailed reference in section [Bibliography DT26.10]. The size of the glass fragment can therefore be taken into account when assessing whether the defect is critical or not.
Illustration:

Related term(s):
Definition:
Formula : ?? = ( ?? − ??) × K
- Weigh the empty container = PO grams.
- Weigh the container filled to the fill point or brimful (as required) with water of which the temperature is known = PP grams.
- Determine from the table below the correction factor K following the water temperature.
Definition:
Trumpet shaped inner seal element compensating large tolerances of the neck finish bore.
Illustration:

Related term(s):
Definition:
Glass finish for application of a crown cap crimped on threads to enable opening of the bottle by unscrewing without requesting a specific bottle opening tool.
Related term(s):
Definition:
Cap that is crimped onto a screw thread on the bottle neck finish, and that can be removed by unscrewing by hand and without tool
Related term(s):
u
Definition:
Term synonymous with headspace, employed in particular in the beer industry.
Synonym(s):
Headspace
Illustration:

Related term(s):
Label panel Labelling area Lower label recess Pressure-sensitive label
Additional information:
See Table 1 — Nomenclature of a glass container from data sheet DT23.01 - GLASS CONTAINER NOMENCLATURE.
v
Definition:
An alternative term for headspace expressed as a percentage of the nominal volume.
Synonym(s):
Headspace
Definition:
A "vacuum chamber" is a specialised enclosure used to conduct tests on the sealing system of glass packaging or other types of packaging. In the context of glass packaging, a vacuum chamber is used to simulate conditions of reduced pressure (vacuum) to evaluate the integrity and effectiveness of the sealing system.
Here's how a vacuum chamber is used to test the sealing system of glass packaging:
-
Setup: The glass packaging, such as bottles or jars with their sealing components (caps, lids, seals), is placed inside the vacuum chamber.
-
Sealing: The packaging is closed according to its normal sealing procedure.
-
Vacuum Test: The vacuum chamber is then sealed and the air inside the chamber is gradually removed, creating a controlled vacuum environment. This simulates conditions where the external pressure is lower than the internal pressure of the packaging.
-
Observation: During the vacuum test, any defects or weaknesses in the sealing system become evident. If there are leaks or inadequate seals, the reduced pressure inside the chamber can cause air or gases to escape from the packaging. This could be visually observed or measured using appropriate instruments.
-
Results: The test results indicate whether the sealing system of the glass packaging is effective at maintaining an airtight or hermetic seal under vacuum conditions. If there are any failures, adjustments can be made to improve the sealing process or the design of the packaging components.
Vacuum chamber tests are valuable quality control measures, especially for products that need to maintain their integrity and freshness over time, such as food, pharmaceuticals, or sensitive materials. By subjecting the packaging to vacuum conditions, manufacturers can identify potential weaknesses and ensure that their products will perform well under various environmental conditions, including during transportation and storage.
In addition to the vacuum chamber, other methods such as dye penetration or pressure differential tests might also be used to evaluate the sealing integrity of glass packaging systems.
Synonym(s):
Vacuum box
Illustration:

Related term(s):
Additional information:
See Figure 1 - Example of vacuum box with flacon placed on blotting paper from data sheet DT 15.53 Flaconnage - Testing procedure - Leakage test.
Related term(s):
Definition:
The entire distribution mechanism and its cup.
Related term(s):
Definition:
Support for the distribution mechanism intended to be fixed onto the container.
Related term(s):
Definition:
| Interruptions of the closure thread and/or channels inside the closure side wall to enhance gas flow/ pressure equilibrium when opening pressurised packaging. |
Synonym(s):
Vents, vent grooves, slots
Synonym(s):
Key 'J', Vertical drop between upper and lower beads (tamper-evident finishes)
Related term(s):
Bore diameter Controlled bore at specified depths Controlled bore entry diameter Crimp diameter Crimping edge vertical height (non-threaded finishes) Crimping edge, vertical height (threaded finishes) Dimple diameter Dimple position Fitment clearance Lip diameter for pourer and snap fitments Vertical height from top of finish to bead Wall diameter of threaded finish
Definition:
The vertical distance, measured along the container’s axis, from the topmost surface of the finish (typically the sealing surface) down to the top of the transfer bead or neck finish. This dimension defines the non-threaded portion of the finish and includes the sealing area and any additional non-engaged surface above the bead.
Synonym(s):
Key 'H', Vertical height from top of finish to shoulder, Top of non-threaded part of finish, Overall height for crown and cork mouth finishes.
Related term(s):
Bead diameter Bead diameter (when tapered) Controlled bore at specified depths Controlled bore entry diameter Crimp diameter Crimping edge vertical height (non-threaded finishes) Crimping edge, vertical height (threaded finishes) Dimple diameter Fitment clearance Lip diameter for pourer and snap fitments Wall diameter of threaded finish
Definition:
Deviation from the vertical axis.
Synonym(s):
Tv
Related term(s):
Glass container verticality Vertical height from top of finish to bead
w
Synonym(s):
Key E', Wall Ø of threaded finish